ਨਿਰਮਾਣ ਤੋਂ ਲੈ ਕੇ ਉੱਚ-ਅੰਤ ਤੱਕ ਦੇ ਪਰਿਵਰਤਨ ਤੱਕ, ਸਾਫ਼ ਊਰਜਾ ਅਤੇ ਸੈਮੀਕੰਡਕਟਰ ਅਤੇ ਫੋਟੋਵੋਲਟੇਇਕ ਉਦਯੋਗ ਦੇ ਵਿਕਾਸ ਦੇ ਖੇਤਰ ਵਿੱਚ ਤੇਜ਼ੀ ਨਾਲ ਵਿਕਾਸ, ਹੀਰੇ ਦੇ ਸੰਦਾਂ ਦੀ ਉੱਚ ਕੁਸ਼ਲਤਾ ਅਤੇ ਉੱਚ ਸ਼ੁੱਧਤਾ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਰੱਥਾ ਦੇ ਨਾਲ ਵਧਦੀ ਮੰਗ, ਪਰ ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਨ ਕੱਚੇ ਮਾਲ ਦੇ ਰੂਪ ਵਿੱਚ ਨਕਲੀ ਹੀਰਾ ਪਾਊਡਰ, ਹੀਰਾ ਕਾਉਂਟੀ ਅਤੇ ਮੈਟ੍ਰਿਕਸ ਹੋਲਡਿੰਗ ਫੋਰਸ ਮਜ਼ਬੂਤ ਨਹੀਂ ਹੈ ਆਸਾਨ ਸ਼ੁਰੂਆਤੀ ਕਾਰਬਾਈਡ ਟੂਲ ਦੀ ਜ਼ਿੰਦਗੀ ਲੰਬੀ ਨਹੀਂ ਹੈ। ਇਹਨਾਂ ਸਮੱਸਿਆਵਾਂ ਨੂੰ ਹੱਲ ਕਰਨ ਲਈ, ਉਦਯੋਗ ਆਮ ਤੌਰ 'ਤੇ ਧਾਤ ਦੀਆਂ ਸਮੱਗਰੀਆਂ ਨਾਲ ਹੀਰੇ ਦੇ ਪਾਊਡਰ ਸਤਹ ਪਰਤ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਇਸਦੀ ਸਤਹ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਨੂੰ ਬਿਹਤਰ ਬਣਾਇਆ ਜਾ ਸਕੇ, ਟਿਕਾਊਤਾ ਨੂੰ ਵਧਾਇਆ ਜਾ ਸਕੇ, ਤਾਂ ਜੋ ਸੰਦ ਦੀ ਸਮੁੱਚੀ ਗੁਣਵੱਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕੀਤਾ ਜਾ ਸਕੇ।
ਹੀਰਾ ਪਾਊਡਰ ਸਤਹ ਕੋਟਿੰਗ ਵਿਧੀ ਹੋਰ ਹੈ, ਜਿਸ ਵਿੱਚ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ, ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ, ਮੈਗਨੇਟ੍ਰੋਨ ਸਪਟਰਿੰਗ ਪਲੇਟਿੰਗ, ਵੈਕਿਊਮ ਵਾਸ਼ਪੀਕਰਨ ਪਲੇਟਿੰਗ, ਗਰਮ ਬਰਸਟ ਪ੍ਰਤੀਕ੍ਰਿਆ, ਆਦਿ ਸ਼ਾਮਲ ਹਨ, ਜਿਸ ਵਿੱਚ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਅਤੇ ਪਰਿਪੱਕ ਪ੍ਰਕਿਰਿਆ ਦੇ ਨਾਲ ਪਲੇਟਿੰਗ, ਇਕਸਾਰ ਕੋਟਿੰਗ, ਕੋਟਿੰਗ ਦੀ ਰਚਨਾ ਅਤੇ ਮੋਟਾਈ ਨੂੰ ਸਹੀ ਢੰਗ ਨਾਲ ਕੰਟਰੋਲ ਕਰ ਸਕਦੀ ਹੈ, ਅਨੁਕੂਲਿਤ ਕੋਟਿੰਗ ਦੇ ਫਾਇਦੇ, ਉਦਯੋਗ ਵਿੱਚ ਦੋ ਸਭ ਤੋਂ ਵੱਧ ਵਰਤੀ ਜਾਣ ਵਾਲੀ ਤਕਨਾਲੋਜੀ ਬਣ ਗਈ ਹੈ।
1. ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ
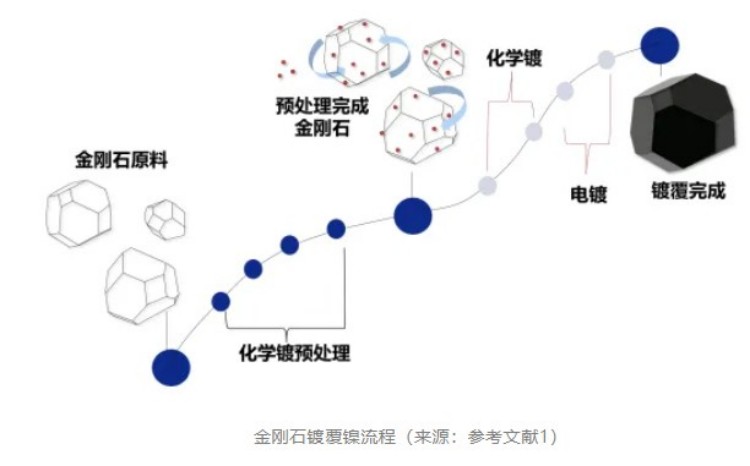
ਡਾਇਮੰਡ ਪਾਊਡਰ ਕੈਮੀਕਲ ਕੋਟਿੰਗ ਦਾ ਮਤਲਬ ਹੈ ਟ੍ਰੀਟ ਕੀਤੇ ਹੀਰੇ ਪਾਊਡਰ ਨੂੰ ਕੈਮੀਕਲ ਕੋਟਿੰਗ ਘੋਲ ਵਿੱਚ ਪਾਉਣਾ, ਅਤੇ ਕੈਮੀਕਲ ਕੋਟਿੰਗ ਘੋਲ ਵਿੱਚ ਘਟਾਉਣ ਵਾਲੇ ਏਜੰਟ ਦੀ ਕਿਰਿਆ ਦੁਆਰਾ ਕੋਟਿੰਗ ਘੋਲ ਵਿੱਚ ਧਾਤ ਦੇ ਆਇਨਾਂ ਨੂੰ ਜਮ੍ਹਾ ਕਰਨਾ, ਇੱਕ ਸੰਘਣੀ ਧਾਤ ਦੀ ਕੋਟਿੰਗ ਬਣਾਉਣਾ। ਵਰਤਮਾਨ ਵਿੱਚ, ਸਭ ਤੋਂ ਵੱਧ ਵਰਤੀ ਜਾਣ ਵਾਲੀ ਡਾਇਮੰਡ ਕੈਮੀਕਲ ਪਲੇਟਿੰਗ ਕੈਮੀਕਲ ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਹੈ-ਫਾਸਫੋਰਸ (Ni-P) ਬਾਈਨਰੀ ਮਿਸ਼ਰਤ ਨੂੰ ਆਮ ਤੌਰ 'ਤੇ ਕੈਮੀਕਲ ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਕਿਹਾ ਜਾਂਦਾ ਹੈ।
01 ਰਸਾਇਣਕ ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਘੋਲ ਦੀ ਰਚਨਾ
ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਘੋਲ ਦੀ ਰਚਨਾ ਇਸਦੀ ਰਸਾਇਣਕ ਪ੍ਰਤੀਕ੍ਰਿਆ ਦੀ ਨਿਰਵਿਘਨ ਪ੍ਰਗਤੀ, ਸਥਿਰਤਾ ਅਤੇ ਕੋਟਿੰਗ ਗੁਣਵੱਤਾ 'ਤੇ ਨਿਰਣਾਇਕ ਪ੍ਰਭਾਵ ਪਾਉਂਦੀ ਹੈ। ਇਸ ਵਿੱਚ ਆਮ ਤੌਰ 'ਤੇ ਮੁੱਖ ਲੂਣ, ਘਟਾਉਣ ਵਾਲਾ ਏਜੰਟ, ਕੰਪਲੈਕਸਰ, ਬਫਰ, ਸਟੈਬੀਲਾਈਜ਼ਰ, ਐਕਸਲੇਟਰ, ਸਰਫੈਕਟੈਂਟ ਅਤੇ ਹੋਰ ਹਿੱਸੇ ਹੁੰਦੇ ਹਨ। ਸਭ ਤੋਂ ਵਧੀਆ ਕੋਟਿੰਗ ਪ੍ਰਭਾਵ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਹਰੇਕ ਹਿੱਸੇ ਦੇ ਅਨੁਪਾਤ ਨੂੰ ਧਿਆਨ ਨਾਲ ਐਡਜਸਟ ਕਰਨ ਦੀ ਲੋੜ ਹੁੰਦੀ ਹੈ।
1, ਮੁੱਖ ਲੂਣ: ਆਮ ਤੌਰ 'ਤੇ ਨਿੱਕਲ ਸਲਫੇਟ, ਨਿੱਕਲ ਕਲੋਰਾਈਡ, ਨਿੱਕਲ ਅਮੀਨੋ ਸਲਫੋਨਿਕ ਐਸਿਡ, ਨਿੱਕਲ ਕਾਰਬੋਨੇਟ, ਆਦਿ, ਇਸਦੀ ਮੁੱਖ ਭੂਮਿਕਾ ਨਿੱਕਲ ਸਰੋਤ ਪ੍ਰਦਾਨ ਕਰਨਾ ਹੈ।
2. ਰਿਡਕਟਿਵ ਏਜੰਟ: ਇਹ ਮੁੱਖ ਤੌਰ 'ਤੇ ਪਰਮਾਣੂ ਹਾਈਡ੍ਰੋਜਨ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ, ਪਲੇਟਿੰਗ ਘੋਲ ਵਿੱਚ Ni2 + ਨੂੰ Ni ਵਿੱਚ ਘਟਾਉਂਦਾ ਹੈ ਅਤੇ ਇਸਨੂੰ ਹੀਰੇ ਦੇ ਕਣਾਂ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਜਮ੍ਹਾ ਕਰਦਾ ਹੈ, ਜੋ ਕਿ ਪਲੇਟਿੰਗ ਘੋਲ ਵਿੱਚ ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਨ ਹਿੱਸਾ ਹੈ। ਉਦਯੋਗ ਵਿੱਚ, ਮਜ਼ਬੂਤ ਰਿਡਕਸ਼ਨ ਸਮਰੱਥਾ, ਘੱਟ ਲਾਗਤ ਅਤੇ ਚੰਗੀ ਪਲੇਟਿੰਗ ਸਥਿਰਤਾ ਵਾਲਾ ਸੋਡੀਅਮ ਸੈਕੰਡਰੀ ਫਾਸਫੇਟ ਮੁੱਖ ਤੌਰ 'ਤੇ ਰਿਡਕਸ਼ਨ ਏਜੰਟ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਰਿਡਕਸ਼ਨ ਸਿਸਟਮ ਘੱਟ ਤਾਪਮਾਨ ਅਤੇ ਉੱਚ ਤਾਪਮਾਨ 'ਤੇ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਪ੍ਰਾਪਤ ਕਰ ਸਕਦਾ ਹੈ।
3, ਗੁੰਝਲਦਾਰ ਏਜੰਟ: ਕੋਟਿੰਗ ਘੋਲ ਵਰਖਾ ਨੂੰ ਤੇਜ਼ ਕਰ ਸਕਦਾ ਹੈ, ਕੋਟਿੰਗ ਘੋਲ ਦੀ ਸਥਿਰਤਾ ਨੂੰ ਵਧਾ ਸਕਦਾ ਹੈ, ਪਲੇਟਿੰਗ ਘੋਲ ਦੀ ਸੇਵਾ ਜੀਵਨ ਨੂੰ ਵਧਾ ਸਕਦਾ ਹੈ, ਨਿੱਕਲ ਦੀ ਜਮ੍ਹਾਂ ਗਤੀ ਨੂੰ ਬਿਹਤਰ ਬਣਾ ਸਕਦਾ ਹੈ, ਕੋਟਿੰਗ ਪਰਤ ਦੀ ਗੁਣਵੱਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰ ਸਕਦਾ ਹੈ, ਆਮ ਤੌਰ 'ਤੇ ਸੁਕਸੀਨਿਨ ਐਸਿਡ, ਸਿਟਰਿਕ ਐਸਿਡ, ਲੈਕਟਿਕ ਐਸਿਡ ਅਤੇ ਹੋਰ ਜੈਵਿਕ ਐਸਿਡ ਅਤੇ ਉਨ੍ਹਾਂ ਦੇ ਲੂਣ ਦੀ ਵਰਤੋਂ ਕਰ ਸਕਦਾ ਹੈ।
4. ਹੋਰ ਹਿੱਸੇ: ਸਟੈਬੀਲਾਈਜ਼ਰ ਪਲੇਟਿੰਗ ਘੋਲ ਦੇ ਸੜਨ ਨੂੰ ਰੋਕ ਸਕਦਾ ਹੈ, ਪਰ ਕਿਉਂਕਿ ਇਹ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਪ੍ਰਤੀਕ੍ਰਿਆ ਦੀ ਘਟਨਾ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰੇਗਾ, ਇਸ ਲਈ ਦਰਮਿਆਨੀ ਵਰਤੋਂ ਦੀ ਲੋੜ ਹੈ; ਬਫਰ pH ਦੀ ਨਿਰੰਤਰ ਸਥਿਰਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਰਸਾਇਣਕ ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਪ੍ਰਤੀਕ੍ਰਿਆ ਦੌਰਾਨ H + ਪੈਦਾ ਕਰ ਸਕਦਾ ਹੈ; ਸਰਫੈਕਟੈਂਟ ਕੋਟਿੰਗ ਪੋਰੋਸਿਟੀ ਨੂੰ ਘਟਾ ਸਕਦਾ ਹੈ।
02 ਰਸਾਇਣਕ ਨਿੱਕਲ-ਪਲੇਟਿੰਗ ਪ੍ਰਕਿਰਿਆ
ਸੋਡੀਅਮ ਹਾਈਪੋਫਾਸਫੇਟ ਪ੍ਰਣਾਲੀ ਦੀ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਲਈ ਮੈਟ੍ਰਿਕਸ ਵਿੱਚ ਕੁਝ ਖਾਸ ਉਤਪ੍ਰੇਰਕ ਗਤੀਵਿਧੀ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ, ਅਤੇ ਹੀਰੇ ਦੀ ਸਤ੍ਹਾ ਵਿੱਚ ਖੁਦ ਉਤਪ੍ਰੇਰਕ ਗਤੀਵਿਧੀ ਕੇਂਦਰ ਨਹੀਂ ਹੁੰਦਾ, ਇਸ ਲਈ ਇਸਨੂੰ ਹੀਰੇ ਦੇ ਪਾਊਡਰ ਦੀ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਪ੍ਰੀ-ਟਰੀਟ ਕੀਤਾ ਜਾਣਾ ਚਾਹੀਦਾ ਹੈ। ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਦਾ ਰਵਾਇਤੀ ਪ੍ਰੀ-ਟਰੀਟਮੈਂਟ ਤਰੀਕਾ ਤੇਲ ਹਟਾਉਣਾ, ਮੋਟਾ ਕਰਨਾ, ਸੰਵੇਦਨਸ਼ੀਲਤਾ ਅਤੇ ਕਿਰਿਆਸ਼ੀਲਤਾ ਹੈ।
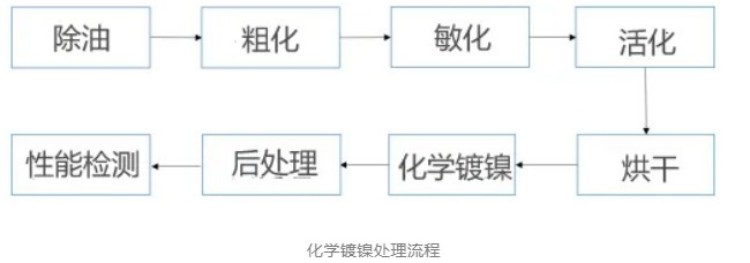
(1) ਤੇਲ ਹਟਾਉਣਾ, ਮੋਟਾ ਕਰਨਾ: ਤੇਲ ਹਟਾਉਣਾ ਮੁੱਖ ਤੌਰ 'ਤੇ ਹੀਰੇ ਦੇ ਪਾਊਡਰ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਤੇਲ, ਧੱਬੇ ਅਤੇ ਹੋਰ ਜੈਵਿਕ ਪ੍ਰਦੂਸ਼ਕਾਂ ਨੂੰ ਹਟਾਉਣ ਲਈ ਹੈ, ਤਾਂ ਜੋ ਬਾਅਦ ਦੀ ਪਰਤ ਦੇ ਨਜ਼ਦੀਕੀ ਫਿੱਟ ਅਤੇ ਚੰਗੇ ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਯਕੀਨੀ ਬਣਾਇਆ ਜਾ ਸਕੇ। ਮੋਟਾ ਕਰਨ ਨਾਲ ਹੀਰੇ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਕੁਝ ਛੋਟੇ ਟੋਏ ਅਤੇ ਤਰੇੜਾਂ ਬਣ ਸਕਦੀਆਂ ਹਨ, ਹੀਰੇ ਦੀ ਸਤ੍ਹਾ ਦੀ ਖੁਰਦਰੀਤਾ ਵਧ ਸਕਦੀ ਹੈ, ਜੋ ਨਾ ਸਿਰਫ਼ ਇਸ ਜਗ੍ਹਾ 'ਤੇ ਧਾਤ ਦੇ ਆਇਨਾਂ ਨੂੰ ਸੋਖਣ ਲਈ ਅਨੁਕੂਲ ਹੈ, ਬਾਅਦ ਵਿੱਚ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਅਤੇ ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ ਦੀ ਸਹੂਲਤ ਦਿੰਦਾ ਹੈ, ਸਗੋਂ ਹੀਰੇ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਕਦਮ ਵੀ ਬਣਾਉਂਦਾ ਹੈ, ਜੋ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਜਾਂ ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ ਧਾਤ ਜਮ੍ਹਾ ਕਰਨ ਵਾਲੀ ਪਰਤ ਦੇ ਵਿਕਾਸ ਲਈ ਅਨੁਕੂਲ ਸਥਿਤੀਆਂ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ।
ਆਮ ਤੌਰ 'ਤੇ, ਤੇਲ ਹਟਾਉਣ ਦੇ ਪੜਾਅ ਵਿੱਚ ਆਮ ਤੌਰ 'ਤੇ NaOH ਅਤੇ ਹੋਰ ਖਾਰੀ ਘੋਲ ਨੂੰ ਤੇਲ ਹਟਾਉਣ ਦੇ ਘੋਲ ਵਜੋਂ ਲਿਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਮੋਟੇ ਕਰਨ ਦੇ ਪੜਾਅ ਲਈ, ਨਾਈਟ੍ਰਿਕ ਐਸਿਡ ਅਤੇ ਹੋਰ ਐਸਿਡ ਘੋਲ ਨੂੰ ਹੀਰੇ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਨੱਕਾਸ਼ੀ ਕਰਨ ਲਈ ਕੱਚੇ ਰਸਾਇਣਕ ਘੋਲ ਵਜੋਂ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਇਸ ਤੋਂ ਇਲਾਵਾ, ਇਹਨਾਂ ਦੋ ਲਿੰਕਾਂ ਦੀ ਵਰਤੋਂ ਅਲਟਰਾਸੋਨਿਕ ਸਫਾਈ ਮਸ਼ੀਨ ਨਾਲ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ, ਜੋ ਕਿ ਹੀਰੇ ਦੇ ਪਾਊਡਰ ਤੇਲ ਹਟਾਉਣ ਅਤੇ ਮੋਟੇ ਕਰਨ ਦੀ ਕੁਸ਼ਲਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ, ਤੇਲ ਹਟਾਉਣ ਅਤੇ ਮੋਟੇ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਸਮਾਂ ਬਚਾਉਣ, ਅਤੇ ਤੇਲ ਹਟਾਉਣ ਅਤੇ ਮੋਟੇ ਟਾਕ ਦੇ ਪ੍ਰਭਾਵ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਅਨੁਕੂਲ ਹੈ,
(2) ਸੰਵੇਦਨਸ਼ੀਲਤਾ ਅਤੇ ਕਿਰਿਆਸ਼ੀਲਤਾ: ਸੰਵੇਦਨਸ਼ੀਲਤਾ ਅਤੇ ਕਿਰਿਆਸ਼ੀਲਤਾ ਪ੍ਰਕਿਰਿਆ ਪੂਰੀ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਸਭ ਤੋਂ ਮਹੱਤਵਪੂਰਨ ਕਦਮ ਹੈ, ਜੋ ਸਿੱਧੇ ਤੌਰ 'ਤੇ ਇਸ ਨਾਲ ਸਬੰਧਤ ਹੈ ਕਿ ਕੀ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ। ਸੰਵੇਦਨਸ਼ੀਲਤਾ ਹੀਰੇ ਦੇ ਪਾਊਡਰ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਆਸਾਨੀ ਨਾਲ ਆਕਸੀਡਾਈਜ਼ਡ ਪਦਾਰਥਾਂ ਨੂੰ ਸੋਖਣਾ ਹੈ ਜਿਸ ਵਿੱਚ ਆਟੋਕੈਟਾਲਿਟਿਕ ਸਮਰੱਥਾ ਨਹੀਂ ਹੈ। ਕਿਰਿਆਸ਼ੀਲਤਾ ਨਿਕਲ ਕਣਾਂ ਦੀ ਕਮੀ 'ਤੇ ਹਾਈਪੋਫੋਸਫੋਰਿਕ ਐਸਿਡ ਅਤੇ ਉਤਪ੍ਰੇਰਕ ਤੌਰ 'ਤੇ ਕਿਰਿਆਸ਼ੀਲ ਧਾਤ ਆਇਨਾਂ (ਜਿਵੇਂ ਕਿ ਧਾਤ ਪੈਲੇਡੀਅਮ) ਦੇ ਆਕਸੀਕਰਨ ਨੂੰ ਸੋਖਣਾ ਹੈ, ਤਾਂ ਜੋ ਹੀਰੇ ਦੇ ਪਾਊਡਰ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਕੋਟਿੰਗ ਦੀ ਜਮ੍ਹਾ ਦਰ ਨੂੰ ਤੇਜ਼ ਕੀਤਾ ਜਾ ਸਕੇ।
ਆਮ ਤੌਰ 'ਤੇ, ਸੰਵੇਦਨਸ਼ੀਲਤਾ ਅਤੇ ਕਿਰਿਆਸ਼ੀਲਤਾ ਇਲਾਜ ਦਾ ਸਮਾਂ ਬਹੁਤ ਛੋਟਾ ਹੁੰਦਾ ਹੈ, ਹੀਰੇ ਦੀ ਸਤ੍ਹਾ ਦੇ ਧਾਤ ਪੈਲੇਡੀਅਮ ਬਿੰਦੂ ਦਾ ਗਠਨ ਘੱਟ ਹੁੰਦਾ ਹੈ, ਪਰਤ ਦਾ ਸੋਖਣ ਨਾਕਾਫ਼ੀ ਹੁੰਦਾ ਹੈ, ਪਰਤ ਦੀ ਪਰਤ ਡਿੱਗਣੀ ਆਸਾਨ ਹੁੰਦੀ ਹੈ ਜਾਂ ਪੂਰੀ ਪਰਤ ਬਣਾਉਣਾ ਮੁਸ਼ਕਲ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਇਲਾਜ ਦਾ ਸਮਾਂ ਬਹੁਤ ਲੰਬਾ ਹੁੰਦਾ ਹੈ, ਪੈਲੇਡੀਅਮ ਬਿੰਦੂ ਬਿੰਦੂ ਦੀ ਰਹਿੰਦ-ਖੂੰਹਦ ਦਾ ਕਾਰਨ ਬਣੇਗਾ, ਇਸ ਲਈ, ਸੰਵੇਦਨਸ਼ੀਲਤਾ ਅਤੇ ਕਿਰਿਆਸ਼ੀਲਤਾ ਇਲਾਜ ਲਈ ਸਭ ਤੋਂ ਵਧੀਆ ਸਮਾਂ 20~30 ਮਿੰਟ ਹੈ।
(3) ਰਸਾਇਣਕ ਨਿੱਕਲ ਪਲੇਟਿੰਗ: ਰਸਾਇਣਕ ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਨਾ ਸਿਰਫ਼ ਕੋਟਿੰਗ ਘੋਲ ਦੀ ਰਚਨਾ ਤੋਂ ਪ੍ਰਭਾਵਿਤ ਹੁੰਦੀ ਹੈ, ਸਗੋਂ ਕੋਟਿੰਗ ਘੋਲ ਦੇ ਤਾਪਮਾਨ ਅਤੇ PH ਮੁੱਲ ਤੋਂ ਵੀ ਪ੍ਰਭਾਵਿਤ ਹੁੰਦੀ ਹੈ। ਰਵਾਇਤੀ ਉੱਚ ਤਾਪਮਾਨ ਵਾਲੀ ਰਸਾਇਣਕ ਨਿੱਕਲ ਪਲੇਟਿੰਗ, ਆਮ ਤਾਪਮਾਨ 80~85℃ ਵਿੱਚ ਹੋਵੇਗਾ, 85℃ ਤੋਂ ਵੱਧ ਪਲੇਟਿੰਗ ਘੋਲ ਦੇ ਸੜਨ ਦਾ ਕਾਰਨ ਬਣਨਾ ਆਸਾਨ ਹੈ, ਅਤੇ 85℃ ਤੋਂ ਘੱਟ ਤਾਪਮਾਨ 'ਤੇ, ਪ੍ਰਤੀਕ੍ਰਿਆ ਦਰ ਓਨੀ ਹੀ ਤੇਜ਼ ਹੋਵੇਗੀ। PH ਮੁੱਲ 'ਤੇ, ਜਿਵੇਂ-ਜਿਵੇਂ pH ਵਧਦਾ ਹੈ, ਕੋਟਿੰਗ ਜਮ੍ਹਾ ਕਰਨ ਦੀ ਦਰ ਵਧੇਗੀ, ਪਰ pH ਨਿਕਲ ਲੂਣ ਤਲਛਟ ਦੇ ਗਠਨ ਨੂੰ ਵੀ ਰੋਕ ਦੇਵੇਗਾ, ਇਸ ਲਈ ਰਸਾਇਣਕ ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਦੀ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਘੋਲ ਦੀ ਰਚਨਾ ਅਤੇ ਅਨੁਪਾਤ, ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੀਆਂ ਸਥਿਤੀਆਂ ਨੂੰ ਅਨੁਕੂਲ ਬਣਾ ਕੇ, ਰਸਾਇਣਕ ਕੋਟਿੰਗ ਜਮ੍ਹਾ ਕਰਨ ਦੀ ਦਰ, ਕੋਟਿੰਗ ਘਣਤਾ, ਕੋਟਿੰਗ ਖੋਰ ਪ੍ਰਤੀਰੋਧ, ਕੋਟਿੰਗ ਘਣਤਾ ਵਿਧੀ, ਕੋਟਿੰਗ ਹੀਰਾ ਪਾਊਡਰ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰੋ। ਉਦਯੋਗਿਕ ਵਿਕਾਸ ਦੀ ਮੰਗ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ।
ਇਸ ਤੋਂ ਇਲਾਵਾ, ਇੱਕ ਸਿੰਗਲ ਕੋਟਿੰਗ ਆਦਰਸ਼ ਕੋਟਿੰਗ ਮੋਟਾਈ ਪ੍ਰਾਪਤ ਨਹੀਂ ਕਰ ਸਕਦੀ, ਅਤੇ ਬੁਲਬੁਲੇ, ਪਿੰਨਹੋਲ ਅਤੇ ਹੋਰ ਨੁਕਸ ਹੋ ਸਕਦੇ ਹਨ, ਇਸ ਲਈ ਕੋਟਿੰਗ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਅਤੇ ਕੋਟੇਡ ਹੀਰੇ ਪਾਊਡਰ ਦੇ ਫੈਲਾਅ ਨੂੰ ਵਧਾਉਣ ਲਈ ਕਈ ਕੋਟਿੰਗਾਂ ਲਈਆਂ ਜਾ ਸਕਦੀਆਂ ਹਨ।
2. ਇਲੈਕਟ੍ਰੋ ਨਿਕਲਿੰਗ
ਹੀਰੇ ਦੇ ਰਸਾਇਣਕ ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਤੋਂ ਬਾਅਦ ਕੋਟਿੰਗ ਪਰਤ ਵਿੱਚ ਫਾਸਫੋਰਸ ਦੀ ਮੌਜੂਦਗੀ ਦੇ ਕਾਰਨ, ਇਹ ਮਾੜੀ ਬਿਜਲੀ ਚਾਲਕਤਾ ਵੱਲ ਲੈ ਜਾਂਦਾ ਹੈ, ਜੋ ਹੀਰੇ ਦੇ ਸੰਦ ਦੀ ਰੇਤ ਲੋਡਿੰਗ ਪ੍ਰਕਿਰਿਆ (ਮੈਟ੍ਰਿਕਸ ਸਤ੍ਹਾ 'ਤੇ ਹੀਰੇ ਦੇ ਕਣਾਂ ਨੂੰ ਫਿਕਸ ਕਰਨ ਦੀ ਪ੍ਰਕਿਰਿਆ) ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰਦਾ ਹੈ, ਇਸ ਲਈ ਫਾਸਫੋਰਸ ਤੋਂ ਬਿਨਾਂ ਪਲੇਟਿੰਗ ਪਰਤ ਨੂੰ ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਦੇ ਤਰੀਕੇ ਵਿੱਚ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ। ਖਾਸ ਕਾਰਵਾਈ ਹੀਰੇ ਦੇ ਪਾਊਡਰ ਨੂੰ ਨਿੱਕਲ ਆਇਨਾਂ ਵਾਲੇ ਕੋਟਿੰਗ ਘੋਲ ਵਿੱਚ ਪਾਉਣਾ ਹੈ, ਹੀਰੇ ਦੇ ਕਣ ਕੈਥੋਡ ਵਿੱਚ ਪਾਵਰ ਨੈਗੇਟਿਵ ਇਲੈਕਟ੍ਰੋਡ ਨਾਲ ਸੰਪਰਕ ਕਰਦੇ ਹਨ, ਪਲੇਟਿੰਗ ਘੋਲ ਵਿੱਚ ਡੁਬੋਏ ਨਿੱਕਲ ਮੈਟਲ ਬਲਾਕ ਅਤੇ ਪਾਵਰ ਸਕਾਰਾਤਮਕ ਇਲੈਕਟ੍ਰੋਡ ਨਾਲ ਜੁੜ ਕੇ ਐਨੋਡ ਬਣ ਜਾਂਦੇ ਹਨ, ਇਲੈਕਟ੍ਰੋਲਾਈਟਿਕ ਕਿਰਿਆ ਦੁਆਰਾ, ਕੋਟਿੰਗ ਘੋਲ ਵਿੱਚ ਮੁਕਤ ਨਿੱਕਲ ਆਇਨ ਹੀਰੇ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਪਰਮਾਣੂਆਂ ਵਿੱਚ ਘਟਾ ਦਿੱਤੇ ਜਾਂਦੇ ਹਨ, ਅਤੇ ਪਰਮਾਣੂ ਕੋਟਿੰਗ ਵਿੱਚ ਵਧਦੇ ਹਨ।

01 ਪਲੇਟਿੰਗ ਘੋਲ ਦੀ ਰਚਨਾ
ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਘੋਲ ਵਾਂਗ, ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ ਘੋਲ ਮੁੱਖ ਤੌਰ 'ਤੇ ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਲਈ ਲੋੜੀਂਦੇ ਧਾਤ ਆਇਨ ਪ੍ਰਦਾਨ ਕਰਦਾ ਹੈ, ਅਤੇ ਲੋੜੀਂਦੀ ਧਾਤ ਦੀ ਪਰਤ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਨਿੱਕਲ ਜਮ੍ਹਾ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਦਾ ਹੈ। ਇਸਦੇ ਮੁੱਖ ਹਿੱਸਿਆਂ ਵਿੱਚ ਮੁੱਖ ਨਮਕ, ਐਨੋਡ ਐਕਟਿਵ ਏਜੰਟ, ਬਫਰ ਏਜੰਟ, ਐਡਿਟਿਵ ਅਤੇ ਹੋਰ ਸ਼ਾਮਲ ਹਨ।
(1) ਮੁੱਖ ਲੂਣ: ਮੁੱਖ ਤੌਰ 'ਤੇ ਨਿੱਕਲ ਸਲਫੇਟ, ਨਿੱਕਲ ਅਮੀਨੋ ਸਲਫੋਨੇਟ, ਆਦਿ ਦੀ ਵਰਤੋਂ ਕਰਦੇ ਹੋਏ। ਆਮ ਤੌਰ 'ਤੇ, ਮੁੱਖ ਲੂਣ ਦੀ ਗਾੜ੍ਹਾਪਣ ਜਿੰਨੀ ਜ਼ਿਆਦਾ ਹੋਵੇਗੀ, ਪਲੇਟਿੰਗ ਘੋਲ ਵਿੱਚ ਫੈਲਾਅ ਓਨਾ ਹੀ ਤੇਜ਼ ਹੋਵੇਗਾ, ਮੌਜੂਦਾ ਕੁਸ਼ਲਤਾ ਓਨੀ ਹੀ ਉੱਚ ਹੋਵੇਗੀ, ਧਾਤ ਜਮ੍ਹਾ ਹੋਣ ਦੀ ਦਰ, ਪਰ ਪਰਤ ਦੇ ਦਾਣੇ ਮੋਟੇ ਹੋ ਜਾਣਗੇ, ਅਤੇ ਮੁੱਖ ਲੂਣ ਦੀ ਗਾੜ੍ਹਾਪਣ ਵਿੱਚ ਕਮੀ, ਪਰਤ ਦੀ ਚਾਲਕਤਾ ਓਨੀ ਹੀ ਮਾੜੀ ਹੋਵੇਗੀ, ਅਤੇ ਨਿਯੰਤਰਣ ਕਰਨਾ ਮੁਸ਼ਕਲ ਹੋਵੇਗਾ।
(2) ਐਨੋਡ ਐਕਟਿਵ ਏਜੰਟ: ਕਿਉਂਕਿ ਐਨੋਡ ਪੈਸੀਵੇਸ਼ਨ ਲਈ ਆਸਾਨ, ਕਮਜ਼ੋਰ ਚਾਲਕਤਾ ਲਈ ਆਸਾਨ ਹੈ, ਜੋ ਮੌਜੂਦਾ ਵੰਡ ਦੀ ਇਕਸਾਰਤਾ ਨੂੰ ਪ੍ਰਭਾਵਿਤ ਕਰਦਾ ਹੈ, ਇਸ ਲਈ ਐਨੋਡ ਐਕਟੀਵੇਸ਼ਨ ਨੂੰ ਉਤਸ਼ਾਹਿਤ ਕਰਨ, ਐਨੋਡ ਪੈਸੀਵੇਸ਼ਨ ਦੀ ਮੌਜੂਦਾ ਘਣਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਐਨੋਡਿਕ ਐਕਟੀਵੇਟਰ ਵਜੋਂ ਨਿੱਕਲ ਕਲੋਰਾਈਡ, ਸੋਡੀਅਮ ਕਲੋਰਾਈਡ ਅਤੇ ਹੋਰ ਏਜੰਟ ਸ਼ਾਮਲ ਕਰਨਾ ਜ਼ਰੂਰੀ ਹੈ।
(3) ਬਫਰ ਏਜੰਟ: ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਘੋਲ ਵਾਂਗ, ਬਫਰ ਏਜੰਟ ਪਲੇਟਿੰਗ ਘੋਲ ਅਤੇ ਕੈਥੋਡ pH ਦੀ ਸਾਪੇਖਿਕ ਸਥਿਰਤਾ ਨੂੰ ਬਣਾਈ ਰੱਖ ਸਕਦਾ ਹੈ, ਤਾਂ ਜੋ ਇਹ ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦੀ ਆਗਿਆਯੋਗ ਸੀਮਾ ਦੇ ਅੰਦਰ ਉਤਰਾਅ-ਚੜ੍ਹਾਅ ਕਰ ਸਕੇ। ਆਮ ਬਫਰ ਏਜੰਟ ਵਿੱਚ ਬੋਰਿਕ ਐਸਿਡ, ਐਸੀਟਿਕ ਐਸਿਡ, ਸੋਡੀਅਮ ਬਾਈਕਾਰਬੋਨੇਟ ਅਤੇ ਹੋਰ ਬਹੁਤ ਕੁਝ ਹੁੰਦਾ ਹੈ।
(4) ਹੋਰ ਐਡਿਟਿਵ: ਕੋਟਿੰਗ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ, ਕੋਟਿੰਗ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਸਹੀ ਮਾਤਰਾ ਵਿੱਚ ਚਮਕਦਾਰ ਏਜੰਟ, ਲੈਵਲਿੰਗ ਏਜੰਟ, ਗਿੱਲਾ ਕਰਨ ਵਾਲਾ ਏਜੰਟ ਅਤੇ ਫੁਟਕਲ ਏਜੰਟ ਅਤੇ ਹੋਰ ਐਡਿਟਿਵ ਸ਼ਾਮਲ ਕਰੋ।
02 ਡਾਇਮੰਡ ਇਲੈਕਟ੍ਰੋਪਲੇਟਿਡ ਨਿੱਕਲ ਪ੍ਰਵਾਹ
1. ਪਲੇਟਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਪ੍ਰੀ-ਟਰੀਟਮੈਂਟ: ਹੀਰਾ ਅਕਸਰ ਸੰਚਾਲਕ ਨਹੀਂ ਹੁੰਦਾ, ਅਤੇ ਇਸਨੂੰ ਹੋਰ ਕੋਟਿੰਗ ਪ੍ਰਕਿਰਿਆਵਾਂ ਰਾਹੀਂ ਧਾਤ ਦੀ ਇੱਕ ਪਰਤ ਨਾਲ ਪਲੇਟ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ। ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਵਿਧੀ ਅਕਸਰ ਧਾਤ ਦੀ ਇੱਕ ਪਰਤ ਨੂੰ ਪ੍ਰੀ-ਪਲੇਟ ਕਰਨ ਅਤੇ ਮੋਟਾ ਕਰਨ ਲਈ ਵਰਤੀ ਜਾਂਦੀ ਹੈ, ਇਸ ਲਈ ਰਸਾਇਣਕ ਪਰਤ ਦੀ ਗੁਣਵੱਤਾ ਇੱਕ ਹੱਦ ਤੱਕ ਪਲੇਟਿੰਗ ਪਰਤ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਪ੍ਰਭਾਵਤ ਕਰੇਗੀ। ਆਮ ਤੌਰ 'ਤੇ, ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਤੋਂ ਬਾਅਦ ਕੋਟਿੰਗ ਵਿੱਚ ਫਾਸਫੋਰਸ ਦੀ ਸਮੱਗਰੀ ਕੋਟਿੰਗ ਦੀ ਗੁਣਵੱਤਾ 'ਤੇ ਬਹੁਤ ਪ੍ਰਭਾਵ ਪਾਉਂਦੀ ਹੈ, ਅਤੇ ਉੱਚ ਫਾਸਫੋਰਸ ਕੋਟਿੰਗ ਵਿੱਚ ਤੇਜ਼ਾਬੀ ਵਾਤਾਵਰਣ ਵਿੱਚ ਮੁਕਾਬਲਤਨ ਬਿਹਤਰ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਹੁੰਦਾ ਹੈ, ਕੋਟਿੰਗ ਸਤਹ ਵਿੱਚ ਵਧੇਰੇ ਟਿਊਮਰ ਉਭਾਰ, ਵੱਡੀ ਸਤਹ ਖੁਰਦਰੀ ਅਤੇ ਕੋਈ ਚੁੰਬਕੀ ਵਿਸ਼ੇਸ਼ਤਾ ਨਹੀਂ ਹੁੰਦੀ; ਦਰਮਿਆਨੀ ਫਾਸਫੋਰਸ ਕੋਟਿੰਗ ਵਿੱਚ ਖੋਰ ਪ੍ਰਤੀਰੋਧ ਅਤੇ ਪਹਿਨਣ ਪ੍ਰਤੀਰੋਧ ਦੋਵੇਂ ਹੁੰਦੇ ਹਨ; ਘੱਟ ਫਾਸਫੋਰਸ ਕੋਟਿੰਗ ਵਿੱਚ ਮੁਕਾਬਲਤਨ ਬਿਹਤਰ ਚਾਲਕਤਾ ਹੁੰਦੀ ਹੈ।
ਇਸ ਤੋਂ ਇਲਾਵਾ, ਹੀਰੇ ਦੇ ਪਾਊਡਰ ਦਾ ਕਣਾਂ ਦਾ ਆਕਾਰ ਜਿੰਨਾ ਛੋਟਾ ਹੋਵੇਗਾ, ਖਾਸ ਸਤਹ ਖੇਤਰ ਓਨਾ ਹੀ ਵੱਡਾ ਹੋਵੇਗਾ, ਜਦੋਂ ਕੋਟਿੰਗ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਪਲੇਟਿੰਗ ਘੋਲ ਵਿੱਚ ਤੈਰਨਾ ਆਸਾਨ ਹੁੰਦਾ ਹੈ, ਲੀਕੇਜ ਪੈਦਾ ਕਰੇਗਾ, ਪਲੇਟਿੰਗ, ਕੋਟਿੰਗ ਢਿੱਲੀ ਪਰਤ ਦੀ ਘਟਨਾ, ਪਲੇਟਿੰਗ ਤੋਂ ਪਹਿਲਾਂ, ਪੀ ਸਮੱਗਰੀ ਅਤੇ ਕੋਟਿੰਗ ਦੀ ਗੁਣਵੱਤਾ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ, ਹੀਰੇ ਦੇ ਪਾਊਡਰ ਦੀ ਚਾਲਕਤਾ ਅਤੇ ਘਣਤਾ ਨੂੰ ਨਿਯੰਤਰਿਤ ਕਰਨ ਲਈ ਪਾਊਡਰ ਨੂੰ ਤੈਰਨਾ ਆਸਾਨ ਬਣਾਉਣ ਲਈ।
2, ਨਿੱਕਲ ਪਲੇਟਿੰਗ: ਵਰਤਮਾਨ ਵਿੱਚ, ਹੀਰਾ ਪਾਊਡਰ ਪਲੇਟਿੰਗ ਅਕਸਰ ਰੋਲਿੰਗ ਕੋਟਿੰਗ ਵਿਧੀ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਯਾਨੀ ਕਿ, ਬੋਤਲਿੰਗ ਵਿੱਚ ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ ਘੋਲ ਦੀ ਸਹੀ ਮਾਤਰਾ ਜੋੜੀ ਜਾਂਦੀ ਹੈ, ਇਲੈਕਟ੍ਰੋਪਲੇਟਿੰਗ ਘੋਲ ਵਿੱਚ ਇੱਕ ਨਿਸ਼ਚਿਤ ਮਾਤਰਾ ਵਿੱਚ ਨਕਲੀ ਹੀਰਾ ਪਾਊਡਰ, ਬੋਤਲ ਦੇ ਘੁੰਮਣ ਦੁਆਰਾ, ਬੋਤਲਿੰਗ ਵਿੱਚ ਹੀਰਾ ਪਾਊਡਰ ਨੂੰ ਰੋਲ ਕਰਨ ਲਈ ਚਲਾਓ। ਉਸੇ ਸਮੇਂ, ਸਕਾਰਾਤਮਕ ਇਲੈਕਟ੍ਰੋਡ ਨਿੱਕਲ ਬਲਾਕ ਨਾਲ ਜੁੜਿਆ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਨਕਾਰਾਤਮਕ ਇਲੈਕਟ੍ਰੋਡ ਨਕਲੀ ਹੀਰਾ ਪਾਊਡਰ ਨਾਲ ਜੁੜਿਆ ਹੁੰਦਾ ਹੈ। ਇਲੈਕਟ੍ਰਿਕ ਫੀਲਡ ਦੀ ਕਿਰਿਆ ਦੇ ਤਹਿਤ, ਪਲੇਟਿੰਗ ਘੋਲ ਵਿੱਚ ਮੁਕਤ ਨਿੱਕਲ ਆਇਨ ਨਕਲੀ ਹੀਰਾ ਪਾਊਡਰ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਧਾਤ ਦਾ ਨਿੱਕਲ ਬਣਾਉਂਦੇ ਹਨ। ਹਾਲਾਂਕਿ, ਇਸ ਵਿਧੀ ਵਿੱਚ ਘੱਟ ਕੋਟਿੰਗ ਕੁਸ਼ਲਤਾ ਅਤੇ ਅਸਮਾਨ ਕੋਟਿੰਗ ਦੀਆਂ ਸਮੱਸਿਆਵਾਂ ਹਨ, ਇਸ ਲਈ ਘੁੰਮਣ ਵਾਲਾ ਇਲੈਕਟ੍ਰੋਡ ਵਿਧੀ ਹੋਂਦ ਵਿੱਚ ਆਈ।
ਘੁੰਮਾਉਣ ਵਾਲਾ ਇਲੈਕਟ੍ਰੋਡ ਤਰੀਕਾ ਹੀਰੇ ਦੇ ਪਾਊਡਰ ਪਲੇਟਿੰਗ ਵਿੱਚ ਕੈਥੋਡ ਨੂੰ ਘੁੰਮਾਉਣਾ ਹੈ। ਇਸ ਤਰੀਕੇ ਨਾਲ ਇਲੈਕਟ੍ਰੋਡ ਅਤੇ ਹੀਰੇ ਦੇ ਕਣਾਂ ਵਿਚਕਾਰ ਸੰਪਰਕ ਖੇਤਰ ਵਧ ਸਕਦਾ ਹੈ, ਕਣਾਂ ਵਿਚਕਾਰ ਇਕਸਾਰ ਚਾਲਕਤਾ ਵਧ ਸਕਦੀ ਹੈ, ਕੋਟਿੰਗ ਦੀ ਅਸਮਾਨ ਘਟਨਾ ਨੂੰ ਸੁਧਾਰਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਅਤੇ ਹੀਰਾ ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਦੀ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
ਸੰਖੇਪ ਸਾਰ
ਹੀਰੇ ਦੇ ਸੰਦਾਂ ਦੇ ਮੁੱਖ ਕੱਚੇ ਮਾਲ ਦੇ ਰੂਪ ਵਿੱਚ, ਹੀਰੇ ਦੇ ਮਾਈਕ੍ਰੋਪਾਊਡਰ ਦੀ ਸਤ੍ਹਾ ਸੋਧ ਮੈਟ੍ਰਿਕਸ ਕੰਟਰੋਲ ਫੋਰਸ ਨੂੰ ਵਧਾਉਣ ਅਤੇ ਔਜ਼ਾਰਾਂ ਦੀ ਸੇਵਾ ਜੀਵਨ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਇੱਕ ਮਹੱਤਵਪੂਰਨ ਸਾਧਨ ਹੈ। ਹੀਰੇ ਦੇ ਸੰਦਾਂ ਦੀ ਰੇਤ ਲੋਡਿੰਗ ਦਰ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ, ਨਿੱਕਲ ਅਤੇ ਫਾਸਫੋਰਸ ਦੀ ਇੱਕ ਪਰਤ ਆਮ ਤੌਰ 'ਤੇ ਹੀਰੇ ਦੇ ਮਾਈਕ੍ਰੋਪਾਊਡਰ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਪਲੇਟ ਕੀਤੀ ਜਾ ਸਕਦੀ ਹੈ ਤਾਂ ਜੋ ਇੱਕ ਖਾਸ ਚਾਲਕਤਾ ਹੋਵੇ, ਅਤੇ ਫਿਰ ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਦੁਆਰਾ ਪਲੇਟਿੰਗ ਪਰਤ ਨੂੰ ਮੋਟਾ ਕੀਤਾ ਜਾ ਸਕੇ, ਅਤੇ ਚਾਲਕਤਾ ਨੂੰ ਵਧਾਇਆ ਜਾ ਸਕੇ। ਹਾਲਾਂਕਿ, ਇਹ ਧਿਆਨ ਵਿੱਚ ਰੱਖਣਾ ਚਾਹੀਦਾ ਹੈ ਕਿ ਹੀਰੇ ਦੀ ਸਤ੍ਹਾ ਵਿੱਚ ਖੁਦ ਇੱਕ ਉਤਪ੍ਰੇਰਕ ਕਿਰਿਆਸ਼ੀਲ ਕੇਂਦਰ ਨਹੀਂ ਹੁੰਦਾ ਹੈ, ਇਸ ਲਈ ਇਸਨੂੰ ਰਸਾਇਣਕ ਪਲੇਟਿੰਗ ਤੋਂ ਪਹਿਲਾਂ ਪਹਿਲਾਂ ਤੋਂ ਇਲਾਜ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ।
ਹਵਾਲਾ ਦਸਤਾਵੇਜ਼:
ਲਿਊ ਹਾਨ। ਨਕਲੀ ਹੀਰੇ ਦੇ ਮਾਈਕ੍ਰੋ ਪਾਊਡਰ [ਡੀ] ਦੀ ਸਤ੍ਹਾ ਕੋਟਿੰਗ ਤਕਨਾਲੋਜੀ ਅਤੇ ਗੁਣਵੱਤਾ 'ਤੇ ਅਧਿਐਨ। ਝੋਂਗਯੁਆਨ ਇੰਸਟੀਚਿਊਟ ਆਫ਼ ਟੈਕਨਾਲੋਜੀ।
ਯਾਂਗ ਬਿਆਓ, ਯਾਂਗ ਜੂਨ, ਅਤੇ ਯੁਆਨ ਗੁਆਂਗਸ਼ੇਂਗ। ਹੀਰੇ ਦੀ ਸਤ੍ਹਾ ਦੀ ਪਰਤ ਦੀ ਪ੍ਰੀ-ਟਰੀਟਮੈਂਟ ਪ੍ਰਕਿਰਿਆ 'ਤੇ ਅਧਿਐਨ [ਜੇ]। ਸਪੇਸ ਸਪੇਸ ਮਾਨਕੀਕਰਨ।
ਲੀ ਜਿੰਗਹੁਆ। ਤਾਰ ਆਰੇ ਲਈ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਨਕਲੀ ਹੀਰੇ ਦੇ ਮਾਈਕ੍ਰੋ ਪਾਊਡਰ ਦੀ ਸਤ੍ਹਾ ਸੋਧ ਅਤੇ ਵਰਤੋਂ 'ਤੇ ਖੋਜ [ਡੀ]। ਝੋਂਗਯੁਆਨ ਇੰਸਟੀਚਿਊਟ ਆਫ਼ ਟੈਕਨਾਲੋਜੀ।
ਫੈਂਗ ਲਿਲੀ, ਜ਼ੇਂਗ ਲਿਆਨ, ਵੂ ਯਾਨਫੇਈ, ਆਦਿ। ਨਕਲੀ ਹੀਰੇ ਦੀ ਸਤ੍ਹਾ ਦੀ ਰਸਾਇਣਕ ਨਿੱਕਲ ਪਲੇਟਿੰਗ ਪ੍ਰਕਿਰਿਆ [ਜੇ]। ਜਰਨਲ ਆਫ਼ ਆਈਓਐਲ।
ਇਹ ਲੇਖ ਸੁਪਰਹਾਰਡ ਮਟੀਰੀਅਲ ਨੈੱਟਵਰਕ ਵਿੱਚ ਦੁਬਾਰਾ ਛਾਪਿਆ ਗਿਆ ਹੈ।
ਪੋਸਟ ਸਮਾਂ: ਮਾਰਚ-13-2025




